- Also known as MRP II. It aims to address the issues of Material Requirements Planning while integrating more functions to the system. This includes
Components
-
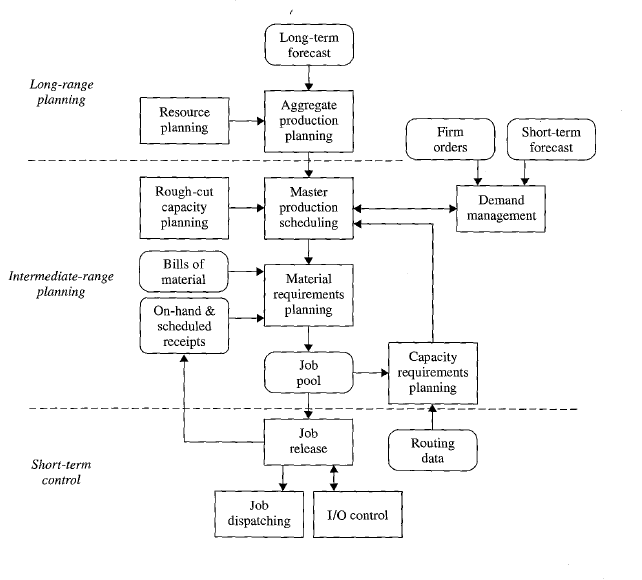
Long Range Planning - involves planning within ranges of half a year or more.
- Forecasting - aims to predict demand in the future. This includes both long range forecasting of part families and short range forecasting for individual end items.
- Resource Planning - determines capacity requirements over the long term. We feed projected available capacity to aggregate planning
- Aggregate Planning - determines levels of production and inventory for each part family.
-
Intermediate Planning - from the aggregate planning module, we get a detailed forecast of anticipated orders. We make use of Available To Promise to allow the planner to know which orders on the MPS are committed, and which are available to promise to new customers, and to react to demand (i.e., via pricing).
- Master Production Scheduling - takes the demand forecasting and firm orders and generates an anticipated build schedule at the highest level of planning detail. This generates the demands used for MRP.
- A final assembly schedule determines when the exact end items are produced while the master production schedule is used to schedule models.
- A superbill of material contains forecast percentages for the different options of each particular model
- Rough-cut capacity planning provides a capacity check of a few critical resources to ensure the feasibility of the master production schedule It makes use of a bill of resources for each end item. This BOR gives the number of hours required for each critical resource (including the times for each subresources required)
- RCCP can give a conservative estimate since we do not perform netting.
- RCCP can give an optimistic estimate since it does not perform offsetting and assumes production can be completed in a single period
- Capacity Requirements Planning - provides a more detailed capacity check.
- It performs infinite forward loading to predict job completion times for each process center, using given fixed lead times, and then computes a predicted loading over time. The loading is compared to capacity.
- Even when load exceeds capacity, CRP assumes the time to go through the process center does not change. 1
- CRP is not a good predictor beyond the very near term.
- CRP does not provide good tracing capabilities to find the sources of problems. CRP cannot remedy overloaded situations.
- It implicitly assumes infinite capacity because of fixed lead times independent of the load of the process center. There are better alternatives to this.
- It has large data requirements and voluminous outputs
- Material Requirements Planning - the same as the one specified here. It releases the job pool consisting of PORs.
- Master Production Scheduling - takes the demand forecasting and firm orders and generates an anticipated build schedule at the highest level of planning detail. This generates the demands used for MRP.
-
Short-Term Control - focuses on implementing the plans from the previous models.
- Job Release - converts PORs to scheduled receipts. It also allocates parts for use in assembling other parts.
- Shop Floor Control - tracks internal manufacturing.
-
Job Dispatching - develops a rule for arranging the queue in front of each workstation that both maintains due date integrity, keeps machine utilization high, and manufacturing times low. 2
-
Shortest Process Time - jobs with the shortest job time are done first. It decreases average manufacturing time, increases machine utilization, but does not consider the due date.
-
Earliest Due Date - jobs that are closest to the due date are done first. It has good performance when jobs are of the same size, but not better than SPT.
-
Least Slack - jobs with least slack first. Slack is due date minus remaining process time minus current time.
-
Least Slack Per Remaining Operation - jobs with least slack divided by number of operations left.
-
Critical Ratio - compute an index as follows
Jobs with the smallest value first.
-
-
No job dispatching rule is perfect. All are greedy.
-
I/O Control - it provides an easy way to check remaining releases against available capacity.
- It aims to control lead times by doing the following
- Monitor the WIP level in each process center
- If WIP goes above a certain level, current release rate is too high.
- If it goes below a certain level, the current release rate is too low.
- If WIP stays within control levels, the release rate is just right.
- All changes must be done by changing the MPS.
- By waiting until WIP levels have become excessive, the system has, in many respects, already gone out of control.
- It aims to control lead times by doing the following
-
Enterprise Resources Planning
-
ERP systems are linking information together in ways that make it much easier for upper management to have a more global picture of operations in almost real time
-
Compared to MRP II, it offers
- Integrated functionality
- Consistent UI
- Integrated databases
- Single vendor and contract.
- A unified architecture and tool set.
-
It has the following disadvantages
- Incompatibility with existing systems
- Long and excessive implementation
- Incompatibility with existing management practices
- Loss of flexibility to use tactical point systems
- Long product development and implementation cycles.
- Long payback period
- Lack of technological innovation.
-
The success of ERP is at least partly due to three coincident undercurrents preceding its development — namely supply chain management, business process reengineering so that management is more willing to change, and distributed processing of computers.
-
A manufacturing execution system is an automated implementation of shop floor control.
Links
- Hopp and Spearman - Ch. 3
Footnotes
-
In practice, this is inaccurate because more load usually means more time. ↩
-
This is analogous to Multiprogramming systems and how they handle threads. ↩